
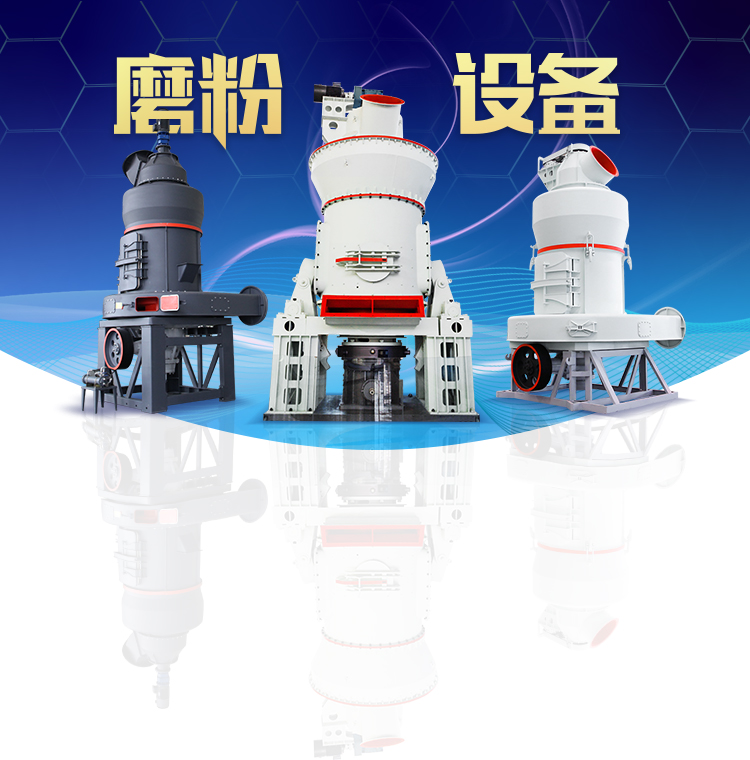
细粉加工设备(20-400目)
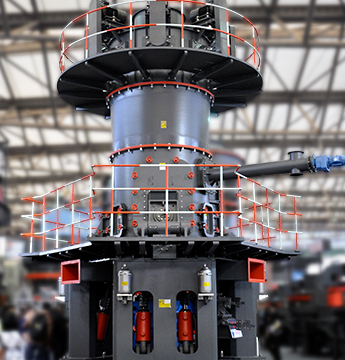
我公司自主研发的MTW欧版磨、LM立式磨等细粉加工设备,拥有多项国家专利,能够将石灰石、方解石、碳酸钙、重晶石、石膏、膨润土等物料研磨至20-400目,是您在电厂脱硫、煤粉制备、重钙加工等工业制粉领域的得力助手。






超细粉加工设备(400-3250目)
LUM超细立磨、MW环辊微粉磨吸收现代工业磨粉技术,专注于400-3250目范围内超细粉磨加工,细度可调可控,突破超细粉加工产能瓶颈,是超细粉加工领域粉磨装备的良好选择。

粗粉加工设备(0-3MM)
兼具磨粉机和破碎机性能优势,产量高、破碎比大、成品率高,在粗粉加工方面成绩斐然。

内圆磨花盘内圆磨花盘内圆磨花盘


知乎盐选 74 内圆磨削
(1)内圆磨削方式 按内圆磨削工件和砂轮的运动及采用的机床,内圆磨削方式分为:中心内圆磨削、行星内圆磨削和无心内圆磨削三种方式。 ① 中心内圆磨削是工件和砂轮均做回 2016年9月28日 — 根据工件被加工表面性质的不同,磨削分为外圆磨削、内圆磨削、平面磨削等几种。 由于因粒的硬度很高,磨具具有自锐性,磨削可以用于加工各种材料,包括淬 磨削教材 SUSE2024年7月24日 — 内圆磨削工艺主要用于精炼内部功能表面。工件固定,工件内表面用旋转轴轮加工。有时可以通过旋转工件来进行磨削。与外圆磨削类似,磨削方法包括锥度和端面磨削。 最耐磨的晶粒类型主要用于内圆磨 内圆磨 More SuperHard2016年5月9日 — 内圆磨削中的变形,可分为两类,一种是经过磨削后,工件没有从磨床上卸下,就已经产生变形;另一种是工件由磨床上卸下后变形。 前者是由于磨床主轴轴承间 【转帖】内圆磨削常见缺陷和问题 百度贴吧

内圆如何进行磨削 内圆磨削的方法都有哪些—海智学院 HAIZOL
在无心内圆磨床上,工件以其经过精加工的外圆支承在支持轮和压轮上,并由导轮传动使其旋转,这种磨削方式适宜磨削薄壁环形零件的内孔。 二、内圆磨削的特点2022年1月15日 — 5)磨削孔内有键槽的工件时,槽边易出现塌角,这时可适当减少砂轮宽度,以减少磨杆的弹性变形;磨削精度高的内孔时,可以事先在键槽内嵌入胶木或金属内圆磨削中常见的缺陷及其产生原因和防止措施 机床商务网内圆磨削可分为以下三种形式: (1)中心型内圆磨削 (2)行星式内圆磨削 (3)无心内圆磨削 二、内圆磨削的特点 内圆磨削与外圆磨削相比较,有以下特点: 三、内圆磨削的 第三章内圆磨削 百度文库内圆磨床是一种特殊的磨床,专用于加工内圆表面。 它通常由主轴、进给装置、磨削头和控制系统等组成。 内圆磨床通过控制磨削头的进给和转速,实现对工件孔的加工。内圆磨削的工艺特点及应用范围百度文库
内圆磨削有哪几种方法?机械工程 工百科
2022年7月25日 — 内圆磨床主要用于磨削圆柱孔、圆锥孔、孔的端面和特殊形式的内表面。 其磨削的方法有: (1)内圆磨削此种磨削方法是砂轮与工件同时旋转,并做纵向往复运动和横 2014年3月31日 — 现代的CNC内圆磨床具有很大的柔性,不仅能实现简单孔的切入磨,也能进行平面磨削,成形磨削甚至外圆磨。 多滑轨磨床还可以同时实现内圆和外圆磨,以及端 内圆磨削知识 深圳吉兰丁智能科技有限公司——机加工数字 内圆磨床分为普通内圆磨床(图1)、行星内圆磨床、无心内圆磨床(图2 )、坐标磨床 和专门用途的内圆磨床等。按砂轮轴配置方式,内圆磨床又有卧式和立式之分。① 普通 由装在头架主轴上的卡盘夹持工件作圆周进 内圆磨床百度百科2019年3月19日 — 内圆磨具内圆磨具4用于支承磨内孔的砂轮主轴,内圆磨具主轴由单独的电动机驱动。 砂轮架砂轮架5用于支承并传动高速旋转的砂轮主轴。 砂轮架装在滑鞍6上,当需磨削短圆锥面时,砂轮架可以在水平面 专业解读外圆磨知识 知乎

内圆/外圆磨床,适合磨削小型部件,采用紧凑模块化的系统
专为精密磨削而设计 从确保优异热稳定性的复合机床机身,到用于精度控制的01µm光栅尺和直线电机,布莱恩特RU2磨床是专为精密磨削而设的。此外, RU2无齿隙,维修率极低,和极长的运行时间,使其成为磨削以下工件的理想之选:2022年6月13日 — 2磨床—外圆磨床和磨外圆的方法, 视频播放量 20454、弹幕量 172、点赞数 143、投硬币枚数 36、收藏人数 288、转发人数 123, 视频作者 沧野极匠, 作者简介 天沧沧,野忙忙,相关 2磨床—外圆磨床和磨外圆的方法 哔哩哔哩2019年1月25日 — 内圆磨具内圆磨具4用于支承磨内孔的砂轮主轴,内圆磨具主轴由单独的电动机驱动。 砂轮架砂轮架5用于支承并传动高速旋转的砂轮主轴。 砂轮架装在滑鞍6上,当需磨削短圆锥面时,砂轮架可以在水平面内调整至一定角度位置(±30°)。一文全懂专业专业解读外圆磨知识 知乎2011年5月20日 — 五、试述无心外圆磨 的工作原理及应用。 无心外圆磨的加工原理如图所示。磨削时,工件放在两轮之间,下方有一托板。大轮为工作砂轮,旋转时起切削作用。小轮是磨粒极细的橡胶结合剂砂轮,称为导轮。两轮与托板组成V型定位面托住工件 内圆磨削与外圆磨削,无心外圆磨的工作原理 技术前沿 MM
.jpg)
内圆磨削中常见的缺陷及其产生原因和防止措施 机床商务网
2022年1月15日 — 内圆 磨削中常见的缺陷及其产生原因和防止措施见表工件缺陷产生原因和防止措施表面轴向 花盘基面没有磨 好或有毛刺,工件装夹前应用油石修磨安装基面 2)工件基面不平或有毛刺,安装前应对工件基面用油石进行修磨 2017年7月25日 — 一、外圆磨削的形式 1、中心型外圆磨削 2、无心外圆磨削 3、端面外圆磨削 二、 外圆及台阶面的磨削方法 1、外圆磨削的方法 (1)纵向磨削法 纵向磨削法是最常用的磨削方法,磨削时,工作台作纵向往复进给,砂轮作周期性横向进给,工件的磨削余量要在多次往复行程中磨去。外圆磨削的方法以及砂轮和磨削余量的选择技巧技术磨料 2022年5月7日 — 在外圆磨床上磨内孔时,砂轮与孔的前壁接触。这时砂轮的横向进给方向与磨外圆时相同。在内圆磨床上,砂轮与孔的后壁接触,便于操作者观察加纵向磨削法工表面。 内圆磨削常用纵向法和切入法。 1、纵向磨削法 这种磨削方法与外圆纵向磨削法相同。什么是内圆磨加工?精密内孔研磨应该注意什么?2024年7月24日 — 内圆磨可以分为以下3 种方式: 标准型 异型 无心滚筒式和无心 I 内圆磨 内壁沟槽 锥型 底面 The Features of Internal Grinding a 内圆磨削时,内圆砂轮的直径较小,砂轮的转速受内圆磨具转速的限制。因此,研磨速度通常在2030m/s 内圆磨 More SuperHard
.jpg)
M1432B型万能外圆磨床的结构【内圆磨吧】百度贴吧
2015年8月15日 — M1432B型万能外M1432B型万能外圆磨床是在M1432A型万能外圆磨床基础上改进的。它主要由床身工作台、头架、尾座、砂轮架和液压传动、机械传动的操纵机构及电器操纵箱等组成。床身 床身是一个箱形铸件,用于支承磨床的各2016年9月28日 — 42 磨内圆的操作 421 工件的装夹方法 磨削内圆时,工件大多数都是以外圆或端面为定位基准,采用三爪卡盎、四爪卡盎、花盘 及弯板等夹具来装夹,如图 1015 所示。422 内圆的磨削方法 磨削内圆的方法有纵磨法和横磨法,其操作方法和特点与 磨削教材 SUSE2016年5月9日 — 1.内孔表面粗糙和拉毛 在内圆磨削中,经常见到被磨削表面粗糙、磨削痕迹较深,有时还在孔壁出现拉毛等现象。这是由于砂轮磨杆(接长轴)偏调,磨头轴承间隙过大,引起砂轮在磨削过程中出现晃动,致使修整砂轮时无法修圆、平整,造成工件表面粗糙及拉 内圆磨削常见缺陷和问题2010年7月28日 — 万能外圆磨床的工艺范围较宽,可以磨削内外圆柱面、内外圆锥面、端面等。但其生产效率较低,适用于单件小批生产。普通外圆磨床和万能外圆磨床在结构上的主要区别在于:普通外圆磨床的头架和砂轮架均不能绕其垂直轴线调整角度,头架主轴也不能转动,没有内圆磨具。外圆磨和万能外圆磨有什么区别 百度知道
.jpg)
车外圆镗内孔留磨量余量表 百度文库
淬火件车外圆后进行磨外圆加工余量表 备注: 1.未淬火的各种材料按上表的70%计算余量 2.有沉角槽的工件按上表125%计算余量 3.一般外圆磨槽后的加工余量不能超过035~040mm 4.平面磨的余量按外圆磨床余量 5.端面靠后的加工余量不能超过035~0外圆磨床是加工工件圆柱形、圆锥形或其他形状素线展成的外表面和轴肩端面的磨床;使用最广泛,能加工各种圆柱形圆锥形外表面及轴肩端面磨床。在所有的磨床中,外圆磨床是应用得最广泛的一类机床,它一般是由基础部分的铸铁床身,工作台,支承并带动工件旋转的头架、尾座、安装磨削砂轮 外圆磨床百度百科2016年5月13日 — 内圆是磨不了的,外圆一次也只能磨个半径,就是把砂轮修成半圆的。磨床的一种。主要用砂轮旋转研磨工件以使其可达到要求的平整度,根据工作台形状可分为矩形工作台和圆形工作台两种,矩形工作台平面磨床的主参数为工作台宽度及长度,宽山宽圆台平面磨床的主参数为工作台面直径。如何在平面磨床上磨内圆外圆?百度知道外圆磨削几乎是最常见的磨削方式。 然而,加工出完美的表面仍需要多年的经验。对于磨削来说,经验累积是制造出最精密 外圆磨削外圆磨床达诺巴特磨床丨DANOBAT
.jpg)
外圆磨床和内圆磨床的区别有哪些捷众机器人
2022年6月2日 — 引言: 磨削是制造业中比较重要的制造技术之一,主要有外圆磨削、内圆磨削以及无心磨削等磨削方式。 其中,外圆磨削通常在制造业中用来产生光滑的表面光洁度,这项技术主要是在外圆磨床上实现的。本文将以外圆磨床和内圆磨床来进行相关内容的介绍。 如何在万能外圆磨床上磨内圆 万能外圆磨床上磨削内外圆时,工件有哪几种装夹方法? 31 在万能外圆磨床上能进行内圆磨削判断对错。 万能外圆磨床有哪两种磨削方法 1 请问用万能外圆磨床磨端面怎样调整机床才能磨出内凹的端面?万能外圆磨床怎样改成内磨百度知道二、外圆磨削 2外圆磨削方法 (1)在外圆磨床上磨外圆 ①纵磨法 二、外圆磨削 砂轮及磨削过程简介 2磨粒切削过程 二、外圆磨削 砂轮及磨削过程简介 3 磨削的工艺特点 (1)精度高、表面粗糙度小 粗磨 IT8~IT7, Ra08~04 精磨 IT6~IT5, Ra04~02外圆、内孔、平面等加工方式百度文库在外圆磨床或端面外圆磨床上磨出内凹端面的几种情况及原因浅析零件磨削后的端面有时会有凹凸方面的要求,要求允许适量内凹而不允许内凸的情况较多,而加工中经常出现的是内凸。有必要对磨削端面如何产生内凹进行研究。 为此,根据经验,对在外圆 在外圆磨床或端面外圆磨床上磨出内凹端面的几种情况及原因
.jpg)
万能外圆磨床上磨削内外圆时,工件有哪几种装夹方法?
2017年10月15日 — 万能外圆磨床上磨削内外圆时,工件有哪几种装夹方法?总括来说有两种:1)用顶针顶住工件两头,用“鸡心夹”来带动工件旋转。头架主轴的尾螺母松开(主轴不转)。这是非常常用的方法,工件定位简单可靠。摘要:随着机械装备工业的迅猛发展,精密磨床的使用越来越广泛,其作用也越来越重要,内圆磨具是万能外圆磨床的关键部件,对零件的内孔磨削质量起着至关重要的作用,是加工出合格零件的根本保证,本文着重论述了内圆磨具的特点与修理方法,简单可行磨床内圆磨头的修理百度文库2020年2月7日 — 内圆磨 床 加工 工件表面有振痕,表面的粗糙度较大,表面烧伤 灼伤 。 造成这一问题的 原因 为 : 1内圆磨床的内圆砂轮直径 选择过 小; 2由于内圆磨床的头 架 主轴松动,内圆磨床砂轮心轴弯曲,砂轮修整不圆等原因产生强烈的震动,使得工件表面产生波纹。内圆磨削加工过程中常见的缺陷及处理方式!青岛铭锐达机械 2013年2月7日 — 悬赏! 关于外圆磨床磨头主轴的问题 1 M1420万能内外圆磨床皮带磨头改电动主轴怎么办? 万能外圆磨床怎样改成内磨 4 外圆磨床加几号的磨头油? 1 上海第三机床厂万能内外圆磨床内圆磨时磨头为何不能反转(相对外外圆磨床的内圆磨头是什么?就是主轴?百度知道

外圆磨 百度百科
外圆磨,外圆磨削 主要在外圆磨床上进行,用以磨削轴类工件的外圆柱、外圆锥和轴肩端面。磨削时,工件低速旋转,如果工件同时作纵向往复移动并在纵向移动的每次单行程或双行程后砂轮相对工件作横向进给,称为纵向磨削法。2024年5月3日 — 外圆磨削的基础知识 为了掌握基础知识,让我们从 什么是外圆磨削? 这是一个 磨削加工 通过去除少量材料来细化圆柱形零件表面的工艺。 它利用旋转砂轮来实现精确的直径、表面光洁度和公差。 而且, 磨削加工服务 加工过程还会影响磨削表面的硬度、强度和导热性等性能。外圆磨削:详细说明 ProleanTech2023年2月15日 — 豪特曼磨床,专注研发,制造,销售外圆磨床,内圆磨床,无心磨床,复合磨床,段差磨床,异形磨床,随动磨床高新技术企业,并拥有自主知产权,咨询热线: 广东豪特曼机床股份有限公司豪特曼外圆磨床,内圆磨床,无心磨床,随动磨床,段差磨床 2016年12月1日 — 外圆磨削相比,内园磨削主要有下列特征: 1)磨削精度较难控制。因为磨削时砂轮与工件的接触面积大,发热量大,冷却条件差,工件容易产生热变形;特别是因为砂轮轴细长,刚性差,易产生弯曲变形,造成圆柱度(内圆锥)误差。因此,一般需要减小磨削深度,增加光磨次数。磨内孔与磨外圆相比较,有什么特点 百度知道
.jpg)
精密磨削尺寸小于50mm的工件内圆或外圆
在精密磨削中绝不妥协 我们在布莱恩特RU1磨床中建立了所有必要的保护措施,以确保内外径磨削的最大精度。从静压圆棒进料系统到花岗岩环氧树脂床身,磨床的每一个元件都是为了保持优异的高刚度和热稳定性而设。一种外圆磨床磨内孔自动定心夹具镀 有 铜 层 , 保 护 已磨 削 的 轴 表 面 。 可 此 夹 具 由 于 使 用 方 便 , 用 范 围 广 , 削 工 件 应 磨精度 高 。 ( 辑 编跃华) 作 者 单 位 : 柴 股 份 有 限公 司 常 邮 政 编 码 江 苏 常 州 - 1 0 2 一种外圆磨床磨内孔自动定心夹具百度文库20端磨装置,分进给滑板和摇臂组成,进给滑板通过涡轮磨杆传动丝杠作为端面磨削进刀,摇臂上下靠人工操作作为磨削端面工序切换。21端面磨头装置,端面磨头采用机械主轴。22才用半封闭罩壳,便于调整方便。技术 内磨圆床M215A 无锡一机磨床制造有限公司内圆磨具内圆磨具4用于支承磨内孔的砂轮主轴,内圆磨具主轴由单独的电动机驱动。 砂轮架砂轮架5用于支承并传动高速旋转的砂轮主轴。 砂轮架装在滑鞍6上,当需磨削短圆锥面时,砂轮架可以在水平面内调整至一定角度位置(±30°)。一文全懂专业专业解读外圆磨知识百度文库
.jpg)
第三节 外圆磨床的磨削方法百度文库
四、磨削内圆 磨内圆是用高速旋转的砂轮精加工孔的方法。内圆的磨削可在万能外圆磨床上进行,其尺寸公差可达IT7,表面粗糙度值Ra为16~04μm 磨内圆时,砂轮旋转为主运动,零件的低速旋转为圆周进给运动。 1内圆的磨削方法一、磨削外圆 工件的外圆一般在普通外圆磨床或万能外圆磨床上磨削。外圆磨削一般有纵磨、横磨和深磨三种方式。 1、纵磨法 纵磨法磨削外圆时,砂轮的高速旋转为主运动,工件作圆周进给运动的同时,还随工作台作纵向往复运动,实现沿工件轴向进给。外圆磨削的加工诀窍及其三种磨削方法的科普百度文库2011年11月15日 — 一般外(内)圆磨能达到什么样的光洁度,尺寸有多大的变化外圆磨床一般可以磨到镜面,尺寸减少量一般在04mm 以内,内圆要看多大,太小的话,磨不了,就靠加工精度了。 百度首页 商城 注册 登录 资讯 视频 图片 知道 文库 贴吧 采购 一般外(内)圆磨能达到什么样的光洁度,尺寸有多大的变化2022年10月19日 — 在万能外圆磨床上磨内孔时,砂轮与孔的前壁接触。这时砂轮的横向进给方向与磨外圆时相同。在内圆磨床上,砂轮与孔的后壁接触,便于操作者观察加纵向磨削法工表面。 内圆磨削常用纵向法和切入法。 1、纵向磨削法 这种磨削方法与外圆纵向磨削法相同。CBN磨头如何进行内圆磨削

内磨圆床M2120A 无锡一机磨床制造有限公司
内圆磨床 MD2120A M2120A 磨削直径 Φ50200mm Φ50200mm 最大磨削深度 200mm 200mm 工件旋径(罩内) Φ400mm Φ400mm 工件旋径(罩外) Φ600mm Φ600mm 床头箱主轴最大承重 450kg 450kg 工作台最大行程 600mm 600mm 床头箱最大回转角度内圆磨床分为普通内圆磨床(图1)、行星内圆磨床、无心内圆磨床(图2 )、坐标磨床 和专门用途的内圆磨床等。按砂轮轴配置方式,内圆磨床又有卧式和立式之分。① 普通 由装在头架主轴上的卡盘夹持工件作圆周进 内圆磨床百度百科2019年3月19日 — 外圆的磨削 (1)纵磨法如上图所示,纵磨法磨削外圆时,砂轮的高速旋转为主运动no,工件作圆周进给运动的同时,还随工作台作纵向往复运动,实现沿工件轴向进给fa。每单次行程或每往复行程终了 专业解读外圆磨知识 知乎专为精密磨削而设计 从确保优异热稳定性的复合机床机身,到用于精度控制的01µm光栅尺和直线电机,布莱恩特RU2磨床是专为精密磨削而设的。此外, RU2无齿隙,维修率极低,和极长的运行时间,使其成为磨削以下工件的理想之选:内圆/外圆磨床,适合磨削小型部件,采用紧凑模块化的系统

2磨床—外圆磨床和磨外圆的方法 哔哩哔哩
2022年6月13日 — 2磨床—外圆磨床和磨外圆的方法, 视频播放量 20454、弹幕量 172、点赞数 143、投硬币枚数 36、收藏人数 288、转发人数 123, 视频作者 沧野极匠, 作者简介 天沧沧,野忙忙,相关 2019年1月25日 — 内圆磨具内圆磨具4用于支承磨内孔的砂轮主轴,内圆磨具主轴由单独的电动机驱动。 砂轮架砂轮架5用于支承并传动高速旋转的砂轮主轴。 砂轮架装在滑鞍6上,当需磨削短圆锥面时,砂轮架可以在水平面内调整至一定角度位置(±30°)。一文全懂专业专业解读外圆磨知识 知乎2011年5月20日 — 五、试述无心外圆磨 的工作原理及应用。 无心外圆磨的加工原理如图所示。磨削时,工件放在两轮之间,下方有一托板。大轮为工作砂轮,旋转时起切削作用。小轮是磨粒极细的橡胶结合剂砂轮,称为导轮。两轮与托板组成V型定位面托住工件 内圆磨削与外圆磨削,无心外圆磨的工作原理 技术前沿 MM 2022年1月15日 — 内圆 磨削中常见的缺陷及其产生原因和防止措施见表工件缺陷产生原因和防止措施表面轴向 花盘基面没有磨 好或有毛刺,工件装夹前应用油石修磨安装基面 2)工件基面不平或有毛刺,安装前应对工件基面用油石进行修磨 内圆磨削中常见的缺陷及其产生原因和防止措施 机床商务网
.jpg)
外圆磨削的方法以及砂轮和磨削余量的选择技巧技术磨料
2017年7月25日 — 一、外圆磨削的形式 1、中心型外圆磨削 2、无心外圆磨削 3、端面外圆磨削 二、 外圆及台阶面的磨削方法 1、外圆磨削的方法 (1)纵向磨削法 纵向磨削法是最常用的磨削方法,磨削时,工作台作纵向往复进给,砂轮作周期性横向进给,工件的磨削余量要在多次往复行程中磨去。2022年5月7日 — 在外圆磨床上磨内孔时,砂轮与孔的前壁接触。这时砂轮的横向进给方向与磨外圆时相同。在内圆磨床上,砂轮与孔的后壁接触,便于操作者观察加纵向磨削法工表面。 内圆磨削常用纵向法和切入法。 1、纵向磨削法 这种磨削方法与外圆纵向磨削法相同。什么是内圆磨加工?精密内孔研磨应该注意什么?2024年7月24日 — 内圆磨可以分为以下3 种方式: 标准型 异型 无心滚筒式和无心 I 内圆磨 内壁沟槽 锥型 底面 The Features of Internal Grinding a 内圆磨削时,内圆砂轮的直径较小,砂轮的转速受内圆磨具转速的限制。因此,研磨速度通常在2030m/s 内圆磨 More SuperHard
音响粉碎设备机
--立磨专用磨煤炭粉机
--减速机轴承位易磨损是什么原因
--重庆矿石磨粉机黄页
--山东plm800型矿石磨粉机
--微粉磨HK.ESWL109A
--方解金红石立磨机
--石灰石生石灰
--浙江苍南重钙粉矿石磨粉机
--液压粉磨机分解图
--混凝土骨料高钙粉机器
--申城高岭土價格暴漲
--辽宁丹东市白云石微粉加工设备生产线价格
--哈尔滨矿石磨粉机厂家
--辽宁石油焦磨粉机每小时产量
--240白炭黑矿石磨粉机功率型号
--炮头机没小时粉碎多少方路面
--化学岩的设备及价格
--监控操作台厂家
--大型粉磨机交易市场
--碳酸钙膨润土深加工设备
--水斗粉碎机安装要求
--顶部间隙怎么算的
--河北沧州市白云石超细磨热销
--生石灰粉矿立式磨方解石粉碎设备
--175重晶石磨粉机报价
--有没有玄武岩高钙粉
--多少吨原矿可以选1吨铁精矿
--磨矿机南京
--惯性重钙磨粉机雷蒙机
--